How USNR Restructured its Plants for Maximum Efficiency
Article & Photos Supplied by Mary Ellen Klukow, Editorial Associate – Lynn Gorman Communications LLC
- Company information: USNR is the world’s #1 producer of equipment for the wood processing industry, with 11 facilities in North America and eight in Europe and Asia. Their global headquarters are in Woodland, Washington, home to a growing 100,000 square foot shop that manufactures parts like edgers and gang saws.
- Problem: “Previously, most parts were made on vertical machining centers, which meant that the spindles were idle while operators were changing workpieces, fixtures and tooling. Along with this slow process, there was no resident tooling in any of the machines to help minimize set up. The new method keeps USNR’s spindles as active as possible. Set up is done offline, and each machine has resident and identical tooling to eliminate bottlenecks.”
- Solution: To replace the vertical machining centers, Fastems supplied their Flexible Manufacturing System (FMS) and three new DMG/MORI NHX 6300 horizontal machining centers. The FMS came as part of the FMS ONE package.
- Results: USNR was able to take their average delivery time down from 25 days to nine days. “We even ran out of work for what we had programmed. I warned everybody: ‘it’s going to chew through the work. Especially things that are already proven,’” said Mike Smothers, operations manager.
USNR is the world leader in producing equipment for the sawmill and wood processing industries, supplying parts to North America, South America, Europe, Asia, Australia, and New Zealand. Mike Smothers, operations manager, calls USNR’s shop in Woodland, Washington, a “high mix, low volume” facility. The 100,000 square foot shop fills orders for edgers, profilers, chippers, gang saws, and other specialized parts for the sawmill and panel industries, with a few items produced at much higher volumes.

USNR’s Woodland, Washington FMS team and supporting members
When Smothers was hired one of the first changes he made was to install a Fastems Flexible Manufacturing System (FMS). The FMS includes three DMG/MORI NHX 6300 horizontal machining centers and organizes and schedules projects to maximize productivity. Previously, most parts were made on vertical machining centers, which meant that the spindles were idle while operators were changing workpieces, fixtures and tooling. Along with this slow process, there was no resident tooling in any of the machines to help minimize set up. The new method keeps USNR’s spindles as active as possible. Set up is done offline, and each machine has resident and identical tooling to eliminate bottlenecks.

USNR’s shop is divided into production cells, in which the entire manufacturing process for one part can take place.
The four USNR plants (Woodland, WA, Jacksonville, FL, Plessisville, QC, and Söderhamn, Sweden) are also adopting a UPS [USNR Production System] system. The premise of this system is to allow the shop to build velocity and lower WIP (Work in Process) levels to allow the company to move material through the shops rapidly. One of its goals with this system is to cut USNR’s average delivery time to five days.
“Woodland was at 25 days and now we are down to an average of 9 days, and we’re working toward 5 days,” explains Smothers. “Hitting 10 days was a big accomplishment for our shop and the UPS system, now we are working on a 5-day average.”
The UPS system extends beyond scheduling to accomplish physical organization. Two Kardex Remstar vertical lift modules keep USNR’s materials, parts, and fixtures ordered. “My warehouse is in those two Kardex machines. It keeps everything in trays and records where everything is. Rather than having a person walking around to each of the shelves in the supply areas, going upstairs and downstairs, the operator stands near its garage door-like opening, and the system delivers the items right to that opening.” The modules reorganize their trays weekly so that the most frequently used parts are closest to the openings, further streamlining the process. Best of all, they can be integrated with the FMS system and positioned in the cellular configuration.
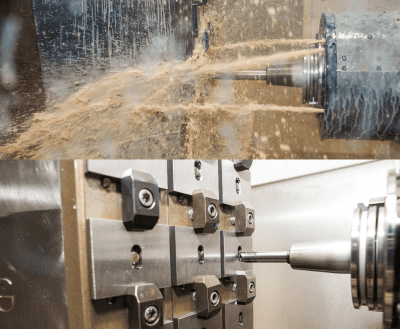
Using three load stations in the FMS maximizes time spent machining in the three NHX6300 Horizontal Machining centers as opposed to tearing down and setting up parts in vertical oriented machines, such as the Vertical Machining Centers.
Smothers also restructured the rest of the factory into production cells. “Our shop was originally set up as groups: all mills here, all drills there, all drill presses on the other side, and so on. We’re tearing that down and making cells as part of our UPS system,” says Smothers. These production cells are set up so that almost everything for one part can be done in one location. As jobs are received and processed, shop floor coordinators stage material and move parts to different cells so that operators can focus on their designated parts. “One person follows the job through completely. We’re emphasizing quality and speed – getting orders in and out quickly and correctly.”
To accomplish this, Smothers brought in CNC machines such as mill-turns. “The whole idea of machines like this is ‘done in one’. We want to put raw material into the machine and have a finished part come out. With standalone machines the material would go to a lathe, then into a mill, and so on. Now parts are completely processed on this one machine.”

Kasi Larson, machine shop coordinator, uses Kardex Remstar units to store parts, fixtures, and tools.
Smothers has also found that one of the best ways to boost efficiency is for the operators to run their machines unattended. Many USNR operators were concerned with this prospect at first; some of their parts have tolerances within two or three ten thousandths of an inch. That’s why Smothers emphasized proving out models first.
CNC programmer Adam Corson does this by bringing a 3D model into Mastercam CAD/CAM software to program. Corson has been programming with this software since 2007. He explained, “It has many options that make my job easier, whether it’s a dynamic toolpath that allows us to achieve full flute length cutting using higher spindle speeds and faster feed rates, to surfacing odd shaped parts that allows us to use our CNC machining centers to their highest capacities.” USNR finds the most value in how the software inspires confidence in operators.
The powerful simulation features within the software are essential. With the backplot and verify functions, Corson can check for errors and possible machining issues on an intuitive screen that models the actual machining process. He then shares this information with the operators. “We manipulate our model to represent exactly what the operator will be seeing in the machine. Our operators have the capabilities to view the model at their workstation, which provides them the best understanding of what to expect in the program.” Between having had the code proven and seeing the model on their own screens, operators feel comfortable running their machines lights-out.
USNR’s Woodland, Washington shop relies on a Fastems FMS to improve part production speed, accuracy and delivery times.
Corson explained that finding the right software is crucial to the efficiency of a shop, whether it be for programming or for scheduling and organization. “The Fastems system has been a game changer for helping us get parts in and out of the machines with the shortest time handling the material. Raw material, once loaded onto a fixture, will automatically go into one of the three HMCs that are linked into the Fastems system. Being able to manage tool life on 990 tool pots and all 54 pallets from a single load station has made our processes much more predictable and safer for all our operators.” Fastems’ Manufacturing Management Software (MMS) comes as part of the FMS ONE package and is designed to keep a shop flowing smoothly. Once the operators are set up with the part and the fixture, they tell Fastems that it’s loaded. Fastems will schedule it and tell us on the big board, for example, that machine number MC1 tool 35 needs to be changed. It makes sure everything’s fresh and kept running. Fastems takes care of everything to do with the operating of the cell.” Smothers explains that even though this shop uses a standard package, the crew at Fastems was more than happy to help him find custom solutions at other shops he has worked with in the past.
Smothers knew to expect increased savings when he incorporated the FMS, reorganized the cell layout, and made lights-out production possible. What he didn’t expect was just how much USNR would save.
“We even ran out of work for what we had programmed. I warned everybody: ‘it’s going to chew through the work. Especially things that are already proven.’”
As USNR ramps up its productivity, Smothers maintains his goal to reduce average delivery time to five days or less. “We’d like to get to the point where when a customer calls I have the raw material ready, I put it in the machine and run it, and I ship it that same day.” So much of the process is automated now that he thinks achieving this goal will be possible in the very near future.
Originally published on CNC-WEST More about FMS ONE More about MMS